
全國(guó)咨詢熱線
15831703564
-專注 創(chuàng)新 厚德 務(wù)實(shí)
全國(guó)咨詢熱線
15831703564

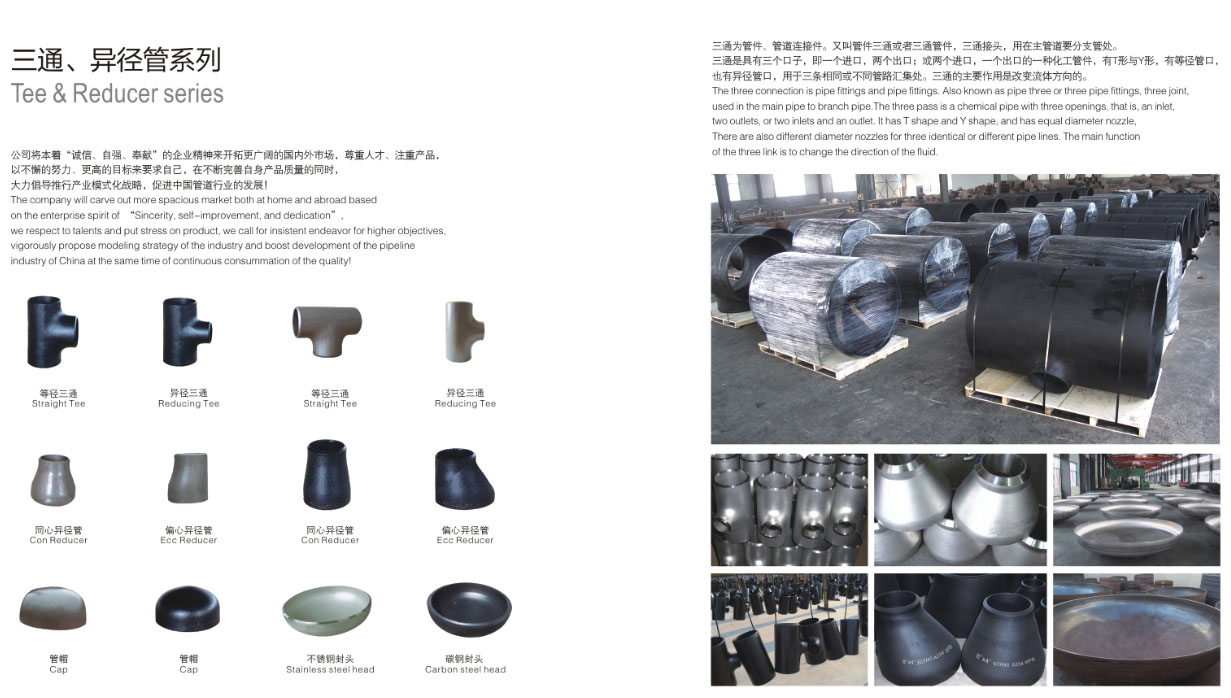
三通/四通接頭是管件的一種,它的連接形式就是直接將三通/四通與鋼管對(duì)焊,三通/四通接頭的主要制造標(biāo)準(zhǔn)一般是GB/T12459、GB/T13401、ASME B16.9、SH3408、SH3409、HG/T21635、HG/T21631、SY/T0510。
三通接頭成形是將大于三通直徑的管坯,壓扁約至三通直徑的尺寸,在拉伸支管的部位開(kāi)一個(gè)孔;管坯經(jīng)加熱,放入成形模中,并在管坯內(nèi)裝入拉伸支管的沖模;在壓力的作用下管坯被徑向壓縮,在徑向壓縮的過(guò)程中金屬向支管方向流動(dòng)并在沖模的拉伸下形成支管。整個(gè)過(guò)程是通過(guò)管坯的徑向壓縮和支管部位的拉伸過(guò)程而成形。與液壓脹形三通不同的是,三通接頭支管的金屬是由管坯的徑向運(yùn)動(dòng)進(jìn)行補(bǔ)償?shù)模砸卜Q為徑向補(bǔ)償工藝。
由于采用加熱后壓制三通,材料成形所需要的設(shè)備噸位降低。熱壓三通對(duì)材料的適應(yīng)性較寬,適用于低碳鋼、合金鋼、不銹鋼的材料;特別是大直徑和管壁偏厚的三通,通常采用這種成形工藝。

主要加工工藝 | 原材料進(jìn)廠→切割成坯料→壓扁至尺寸要求→加熱起凸開(kāi)孔→熱擠成型→熱處理→機(jī)加工坡口→表面處理→成品檢驗(yàn)→標(biāo)識(shí)保護(hù)→入庫(kù)存放 (注:對(duì)不銹鋼三通坡口加工后有一酸洗鈍化工序) |
規(guī)格型號(hào) | DN10-DN3000 等徑三通、異徑三通、Y型三通等其他按客戶標(biāo)準(zhǔn)要求訂做生產(chǎn) |
材質(zhì) | 碳鋼、合金鋼、不銹鋼等其他按客戶標(biāo)準(zhǔn)要求訂做生產(chǎn) |
標(biāo)準(zhǔn) | 國(guó)標(biāo)、美標(biāo)、德標(biāo)、日標(biāo)等其他按客戶標(biāo)準(zhǔn)要求訂做生產(chǎn) |
壁厚 | SCH5-STD-SCHXXS 等其他按客戶標(biāo)準(zhǔn)要求訂做生產(chǎn) |
顏色 | 黑色、黃色、藍(lán)色、紅色等其他按客戶標(biāo)準(zhǔn)要求訂做生產(chǎn) |
表面涂層 | 防銹油; 黑色; 鍍鋅; 聚乙烯涂層; 環(huán)氧涂料等其他按客戶標(biāo)準(zhǔn)要求訂做生產(chǎn) |
標(biāo)記 | 鋼印、噴涂等其他按客戶標(biāo)準(zhǔn)要求訂做生產(chǎn) |
證書(shū) | ISO9001-2015 歐盟CE 等 |
品牌 | 聚友 |
最低起購(gòu)量 | 1件 |
付款條件 | 電匯、承兌、網(wǎng)銀匯款、現(xiàn)金等 |
主要設(shè)備及安裝 | 1:2500T液壓機(jī)4臺(tái)(主要用于壓扁及熱壓成型) 2:500T液壓機(jī)2臺(tái)(主要用于壓扁及熱壓成型) 3:315T液壓機(jī)2臺(tái)(主要用于壓扁及熱壓成型) 4:燃煤中加熱爐2臺(tái):有效加熱面積7.5 m2及2.3 m2 5:燃油加熱爐2臺(tái):有效加熱面積6.4m2 6:管材下料機(jī)6臺(tái)(自制) 7:機(jī)加工設(shè)備:車床(620-1) 4臺(tái) 立車:C5225二臺(tái) 普通車床C630二臺(tái) 立式鉆床一臺(tái) T6112二臺(tái) 8:熱處理設(shè)備:臺(tái)車式燃油熱處理爐三臺(tái),有效加熱面積8m2 臺(tái)車式箱式電阻爐RT9-80*1500*60三臺(tái),最高爐溫1200℃ 9:噴砂機(jī)2臺(tái):主要用于管件表面除銹 10:空壓器:用于熱處理空冷 11:液體冷卻池:用于管件冷卻(加工及熱處理) 不銹鋼固溶處理 12:機(jī)加工夾具:60套 13:焊接設(shè)備:20臺(tái)套(起加工輔助作用) 14:各種成型模具:220套,用于壓擠成型保證 |
一、原材料的驗(yàn)收 1、原材料應(yīng)符合相關(guān)標(biāo)準(zhǔn)和技術(shù)規(guī)范書(shū)的要求。 2、原材料表面應(yīng)無(wú)油污,過(guò)多的銹腐蝕物和明顯的凹痕缺陷,低熔點(diǎn)金屬污染等。 3、查驗(yàn)原材料的質(zhì)證書(shū)、爐號(hào)、批號(hào)、規(guī)格,生產(chǎn)廠家及執(zhí)行標(biāo)準(zhǔn)。 4、原材料用鋼絲刷進(jìn)行機(jī)械除銹,使之滿足無(wú)損檢測(cè)的要求。 5、原材料進(jìn)行尺寸檢測(cè)(長(zhǎng)度、寬度、厚度及鋼板的不平度)。 6、進(jìn)廠后的鋼板和鋼管,應(yīng)進(jìn)行超聲波復(fù)檢,Ⅰ級(jí)為合格。 7、理化檢測(cè),對(duì)進(jìn)廠的鋼板按爐批號(hào)、規(guī)格進(jìn)行化學(xué)元素分析、力學(xué)性能、硬度測(cè)試,試驗(yàn)結(jié)果應(yīng)符合原材料標(biāo)準(zhǔn)要求。 8、復(fù)檢后按廠規(guī)進(jìn)行編號(hào)登記入冊(cè) 二、制造過(guò)程 (1)熱壓成型 1.選材下料,按照三通的規(guī)格,選擇適當(dāng)?shù)匿摪澹ň碇瞥晒芘鳎M(jìn)行機(jī)械坡口和修正)或鋼管,用半自動(dòng)氧炔焰或等離子切割。并將原材料的爐、批號(hào)及管件規(guī)格、工程名稱、編號(hào)標(biāo)識(shí)清楚。 2.三通壓制成型 ①操作人員應(yīng)學(xué)習(xí)相關(guān)工藝文件并熟悉設(shè)備的操作方法及工藝過(guò)程,并準(zhǔn)備好在工作過(guò)程中需要的各類器具。 ②裝爐加熱:將三通坯料裝入天然氣熱處理爐中,底部用墊鐵將坯料與爐車隔離且保證三通間距≥200mm,400℃以上升溫速度≤200℃/h。 ③將三通坯料加熱保溫,確保三通燒透后出爐壓扁(保證焊縫在三通中央),使壓制后短軸長(zhǎng)不大于三通外徑(模具內(nèi)徑)。 ④繼續(xù)裝爐加熱并進(jìn)行保溫,后出爐將三通管坯部分(焊縫在底部)淬火后,迅速將管坯放入模具中鼓包,在壓力的作用下,未冷卻部分沿胎具內(nèi)腔流動(dòng)形成支管。 ⑤重復(fù)過(guò)程④,直至支管滿足要求。 ⑥開(kāi)孔:以三通底為基準(zhǔn),向支管處量取一定距離,以主管肩部為基準(zhǔn)向支管處量取一定距離,畫點(diǎn)連線用割槍開(kāi)孔。 ⑦將三通坯料繼續(xù)加熱并進(jìn)行保溫后,將主管部分淬水后迅速將三通放入模具中,將拉模放入支管中用壓力機(jī)將其壓下,(在壓制中拉模應(yīng)垂直壓下,保證支管不得壓偏)直至支管滿足要求。 ⑧去端:以支管中心為基準(zhǔn),向主管管端量取一定距離;以三通底為基準(zhǔn),向支管量取一定距離,將多余部分用割槍去除。 ⑨整形:將三通再次加熱,用壓力機(jī)將三通主、支管校圓。 6.熱處理:按照熱處理工藝,將三通入爐熱處理。 7.表面處理:熱處理后的管件用噴沙機(jī)或磨光機(jī)將表面氧化皮去除。 8.表面處理完后對(duì)三通焊縫進(jìn)行100%的射線檢測(cè),Ⅱ級(jí)合格,對(duì)管件本體進(jìn)行100%磁粉或滲透檢測(cè),結(jié)果應(yīng)滿足NB/T47013.4-2015或NB/T47013.5-2015 I級(jí)要求。 9.力學(xué)性能檢測(cè):根據(jù)相關(guān)標(biāo)準(zhǔn),對(duì)三通進(jìn)行力學(xué)性能試驗(yàn),確保三通的力學(xué)性能達(dá)標(biāo),檢測(cè)項(xiàng)目及取樣方位應(yīng)符合相關(guān)標(biāo)準(zhǔn)或技術(shù)規(guī)范書(shū)的要求。 10.端部加工:按設(shè)計(jì)確認(rèn)圖紙進(jìn)行機(jī)械端面加工坡口。距管端50mm范圍內(nèi),內(nèi)外焊縫余高用角磨機(jī)磨削。 11.外觀檢測(cè) ①三通不得有裂紋、過(guò)燒、過(guò)熱等現(xiàn)象存在,表面應(yīng)無(wú)硬點(diǎn)。 ②三通支管根部不允許有明顯褶皺。 ③三通管體上的任何缺陷不允許焊接修補(bǔ)。 12.尺寸檢測(cè) 由公司相關(guān)檢測(cè)人員,根據(jù)圖紙及管件的相關(guān)標(biāo)準(zhǔn)要求進(jìn)行尺寸檢測(cè),并滿足其公差要求。 13.表面處理:三通內(nèi)外表面應(yīng)光滑,無(wú)有損強(qiáng)度及外觀缺陷,如結(jié)疤、劃痕、重皮等,發(fā)現(xiàn)缺陷后應(yīng)修磨處理,修磨處的減薄量不小于原壁厚的93.5%,修磨處應(yīng)圓滑并用著色劑或磁粉探傷確認(rèn)缺陷清除為止。 14.酸洗鈍化處理 對(duì)不銹鋼管件還應(yīng)進(jìn)行酸洗鈍化處理。 15.標(biāo)識(shí) 用模板噴刷或低應(yīng)力印模進(jìn)行標(biāo)記,在外壁按順序清楚的標(biāo)明標(biāo)準(zhǔn)要求的內(nèi)容。 16.三通的堆放及運(yùn)輸 |
系我們")
聯(lián)系人:閆經(jīng)理
手機(jī):15831703564
電話:0317-5126151
QQ :970762788
郵箱:juyougd@126.com
地址: 河北省鹽山縣韓集鎮(zhèn)侯莊村
15831703564
0317-5126151